One of the great debates in machining is how to confirm the accuracy of a machine when working with tilting and swivelling tables. The reluctance of machine tool companies to specify accuracies in this form of operation is defended by discussing the accuracy of component set-up and the initial setting of the kinematics of the machine.
The kinematic setting is the dimension from the centre of the swivel point of the table to the reference position of the machine. The pre-set dimension is from the swivel point of the table to the clocking position of the workpiece datum. These two dimensions have a major impact on the accuracy of machining achieved, the larger these distances the greater potential for inaccuracy. So the shorter the distance, the more accurate the machining should be. Finally another feature to be taken into consideration for workpiece accuracy is how square the clamping table face is to the spindle axis movement.
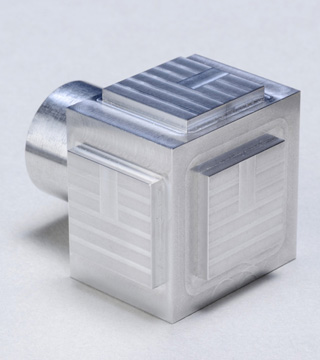
One easy and simple test is the KERN Step test. This involves inserting a bar into a collet chuck on a 5-axis machining centre and machining three adjacent faces. In simple terms five steps are machined on one face with a height difference of 2µm then a groove is milled in the steps that is 5µm deep off the top face but at 90° to the steps. Therefore off the second step, the groove is only 3µm deep and off the third step only 1µm and it does not touch the fourth step. Initially this simple operation shows the accuracy of 3-axis machining.
Having completed the first face, the table is indexed by 90° and the machining operation is repeated on the second face. Having to repeat the 2µm steps and the groove, the machine tools actual capability becomes apparent.
Finally the table is tilted by 90°, so that the third face to be machined is adjacent to the two previously machined surfaces. The step and groove machining is repeated. On all three faces, the operator should look at the third and fourth steps. On the third step, the groove should be 1µm deep and you should not see any tool marks on the fourth face. Now, you should be really impressed that such a simple machining trial should produce outstanding results.
On a recent trip by Rainford Precision’s UK customers to Kern, one comment that was heard was: “I can understand producing such a test piece as a one-off, but I’ve just seen ten identical parts machined as a production process – that’s impressive”.
Having high accuracy tilting and rotating axes is a standard feature for KERN. It is further enhanced on their Micro Machining Centre with a patented design for ensuring the table is true to the spindle axis movement. Possibly the name “Micro” disguises its true capacity for workpieces of 350mm diameter and 220mm tall with a standard tool holding capability of 101 tools with an HSK25 spindle or 90 tools with a HSK40 spindle.
Customers demand ‘Process Capability’ to minimise operator involvement in the production of a batch of components and with the KERN Micro that is what they get, try it for yourself.
.webp?width=500&height=208&name=Rainford%20Precision%20Logo%20(1).webp "Rainford Precision Logo (1)")