.webp?width=500&height=208&name=Rainford%20Precision%20Logo%20(1).webp "Rainford Precision Logo")

1 min read
Rainford is the ‘Expert’ for Drilling
Rainford Precision may well be regarded as the expert in micro machining, but now it’s taking this mantle to the discipline of drilling with its new...
2 min read


In sectors such as tool and mould-making and the aerospace industry, it is not uncommon to face the daunting task of drilling remarkably hard steels up to 75HRC. Whilst some cutting tool manufacturers can supply suitable solutions for cutting Inconels, Titanium and Hard Steels up to 60HRC, it is only Rainford Precision that can provide drilling products for truly hard materials.
Historically, materials beyond the realms of 60HRC have required EDM drilling – a process that involves the time consuming and costly rigmarole of producing an electrode, setting up the machine and component and then a lengthy processing time. With the new Toglon range of hard drills from Iwata Tool, Rainford Precision can eliminate this costly and time consuming process.

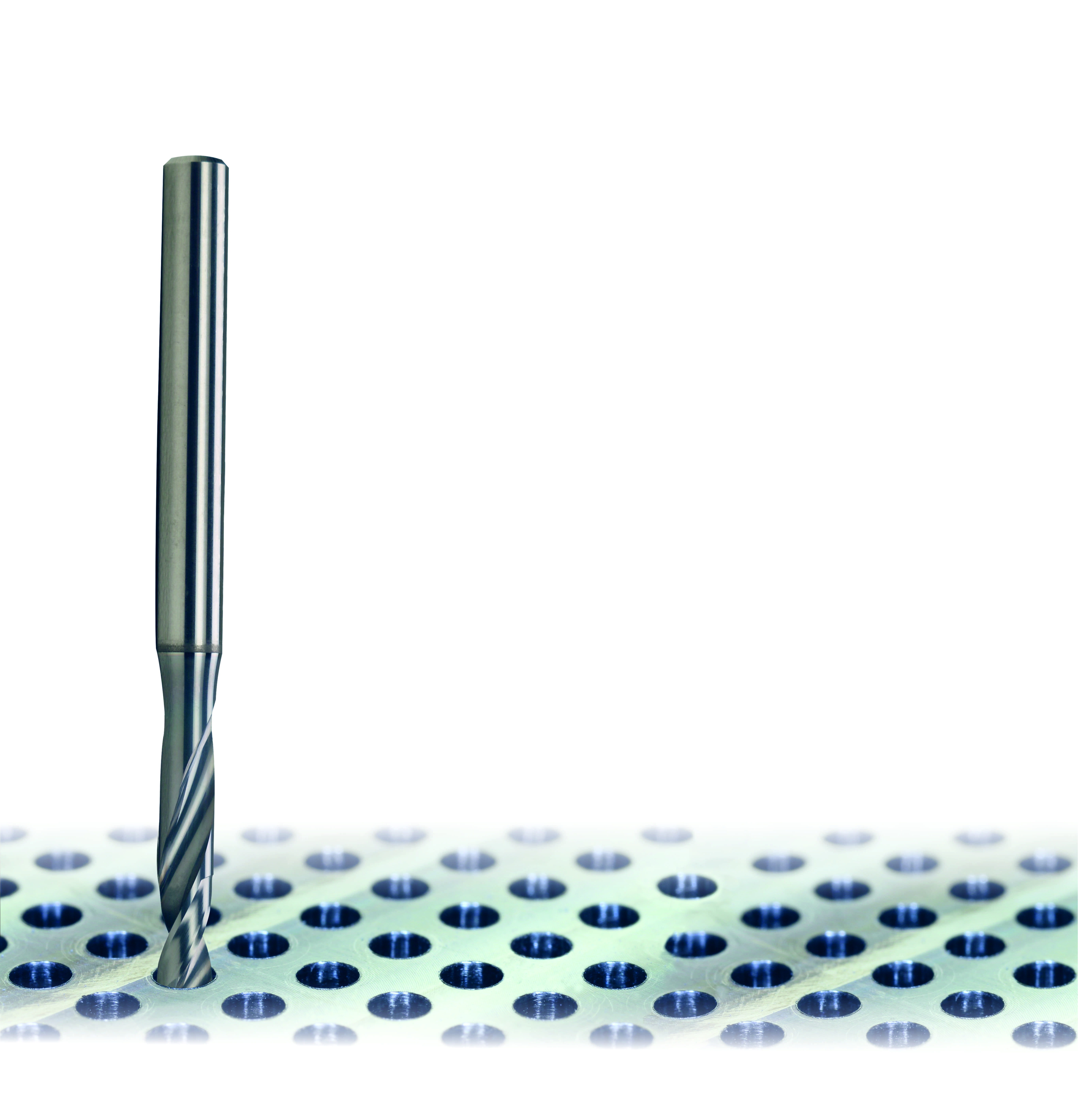
The Toglon drills have been developed for cutting all types of materials from 40 to 75HRC, making them versatile whilst offering a hard machining capability that can comfortably cut Tool Steels and aerospace materials such as Hardox 400 & 500 and Inconel X-750. The series delivers a surface finish only replicated by reamers, whilst a hole tolerance of H7 is easily achievable with the correct clocking and set-up procedure. Added to this, the tool life is far beyond the realms of anything available from conventional tools.

The Iwata range includes the Hard SP spotting tool that is available with either a 60 or 90 degree drill angle with a web diameter from 0.6 to 4mm on shank dimensions from 3 to 20mm diameter. This provides the perfect complement to the drills by preparing the entry point for the drill. However, the flexibility of the SP spotting tool also makes it ideal for hole chamfering, V-grooving and edge chamfering as well as hole spotting.
Once the hole preparation has been made, the Iwata Drill range can be introduced. This range includes the two flute Miniature Regular range available from diameters 0.1 to 0.3 mm in 0.05 mm increments and 0.3mm to 2mm diameters in 0.1mm increments and the Miniature Short series that offers the same parameters as the regular range with the exception of a shorter clearance length for enhanced strength and rigidity.
For larger hole diameters, Rainford Precision can provide the 3-flute range of drills. This includes the Iwata Toglon Short, Regular and Long Series. The Short Series is available from 1 to 12mm diameter with increments of 0.1mm covering most of the diameter spectrum. This series has a particularly short flute length from 6 to 51mm to optimise rigidity and surface finish. Alongside the Short Series are the Toglon ‘Regular’ drills that are available from 1 to 6mm diameter in 0.1mm increments with a longer flute, clearance and overall length than the short variant. For particularly deep holes, the Toglon ‘Long’ Series is available with flute lengths from 6 to 36mm and a shank clearance for drilling holes from 23 to 138mm deep. This is an exceptional depth considering the diameter range from 1 to 6mm.
During test conditions, Rainford Precision has demonstrated the performance of the Toglon Hard Drill range by drilling a 2mm diameter hole to a depth of 40mm in 60HRC steel. Clocking the drill to within a 2 micron concentricity, the Toglon drill ran at 4,000rpm with a feed rate of 200mm/min with a pecking cycle every 0.5mm. The result was a perfectly concentric 2mm diameter hole drilled to an H7 tolerance with a polished finish. The impressive cycle time of less than 2 minutes per hole demonstrates why Toglon Hard drills are a feasible, cost effective and more productive solution than EDM drilling.
The drill used in this trial continued to process more holes to demonstrate tool life. The result was a staggering 12 metres of drilling depth on 60HRC with a single drill, with no sign of cutting edge fatigue. This is credit to a unique drill geometry that is negative. What this provides is a thicker cutting edge and improved edge strength, which is a necessity when cutting such hard materials.
For evidence of this hard material drilling phenomenon, click here
1 min read
Rainford Precision may well be regarded as the expert in micro machining, but now it’s taking this mantle to the discipline of drilling with its new...

As the industry authority for resolving micro-machining issues with its line of machine and cutting tool innovations, Rainford Precision has two new...
The new Iwata Tool ‘Great Performance’ (GP) Drill is probably one of the most understated product names in the industry. Now available from micro and...